

![[pics:title]](http://www.hl1765.cn/static/upload/image/20250702/1751448838703131.jpg)
![[pics:title]](/static/upload/image/20250702/1751448838703131.jpg)
鋁箔軋機35CrNiMo鋼套筒(定制)
35CrNiMo 鋼套筒是鋁箔軋機高性能部件的技術基準,其綜合性能是不可替代的,特別是在超薄和高速軋制場景中。然而,其價值需要通過精細熱處理和表面工程來最大化。
品牌: 廣緯精工
產品原產地: 中國,洛陽
交貨時間: 合同條款
供應能力: 鋼卷的年產能為4000件
- 信息
鋁箔軋機35CrNiMo鋼套筒(定制)
| 套筒材料 | 規格 |
| 35鉻鉬釩 | 665*605*1600 |
35CrNiMo的化學成分(質量百分比)
執行標準:GB/T 3077-2015(中國),ASTM A434(美國標準)
元素含量范圍 (%) 功能
碳 (C) 0.32-0.40 確保強度和硬度,形成碳化物強化相
鉻 (Cr) 0.60-0.90 提高了淬透性、耐腐蝕性和高溫強度
鎳 (Ni) 1.40-1.80 顯著提高低溫韌性并穩定奧氏體結構
鉬 (Mo) 0.15-0.25 抑制了回火脆性并提高了蠕變抗力
錳 (Mn) 0.50-0.80 有助于提高淬透性并改善熱處理性能
硅 (Si) 0.17-0.37 脫氧以提高強度
磷 (P) ≤ 0.025 雜質(嚴格控制)
硫 (S) ≤ 0.025 雜質 (影響熱脆性)
鋁箔軋機用35CrNiMo鋼套筒(定制)的熱處理工藝
鍛造:最終鍛造溫度≥850℃,鍛造后緩慢冷卻(坑冷或爐冷)
正火:880 ± 10 ℃ × 2h,空冷
淬火:850 ± 10 ℃ 油淬(冷卻速度 80-100 ℃/s)
低溫處理:- 80℃ × 2小時(可選,提高尺寸穩定性)
回火:550 ± 10 ℃ × 4小時,水冷或油冷(避免回火脆性)

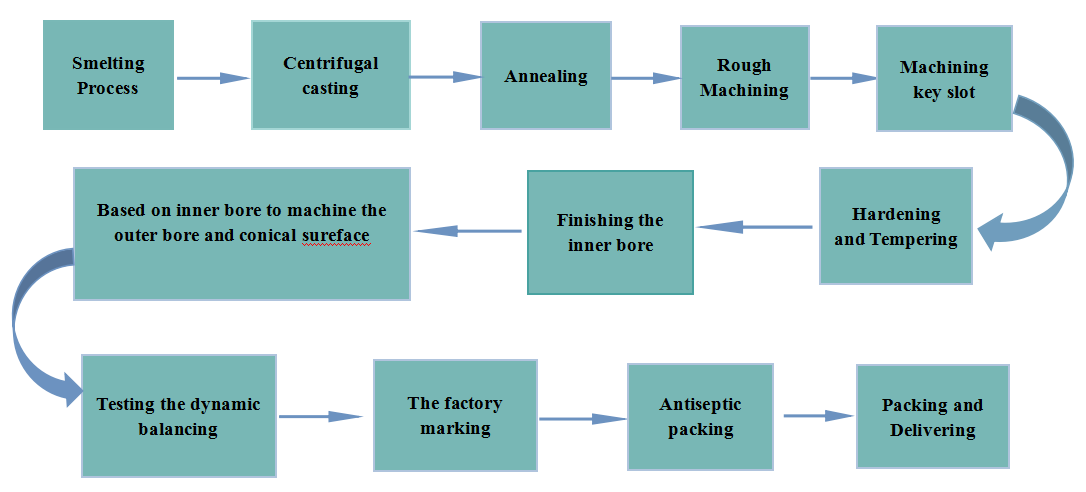
鋁箔軋機用定制35CrNiMo鋼套筒的機械加工要求
尺寸公差:
內/外徑:IT6級(≤ 0.02mm)
圓柱度:≤ 0.005毫米
表面粗糙度:Ra ≤ 0.8 μm(配合面要求Ra ≤ 0.4 μm)
殘余應力控制:加工后需要進行應力消除退火(300℃×4小時)。

檢驗與測試
嚴格的檢驗和測試程序是我們的質量保證。每一個35CrNiMo鋼套筒都有一套完整的化學成分分析報告、熱處理報告、材料機械分析報告、尺寸公差、形狀和位置公差檢驗報告,所有這些都有可追溯性。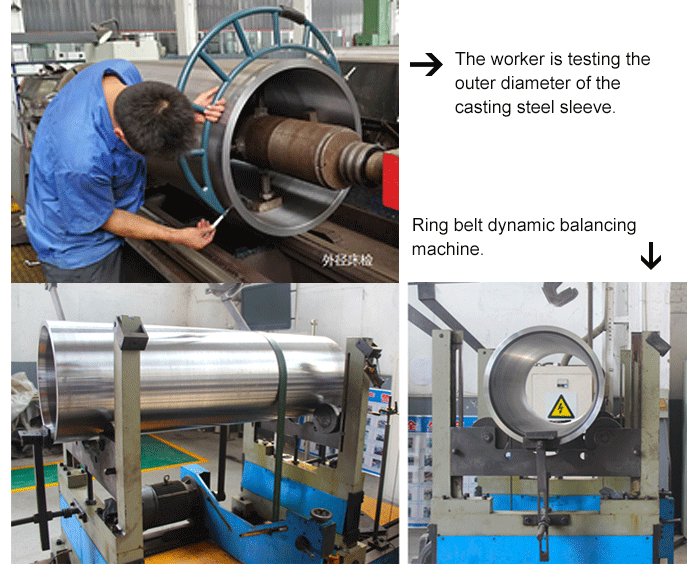
包裝
我們擁有優秀的包裝團隊和成熟的包裝技術。
包裝必須確保35CrNiMo鋼套產品的安全,以防止在儲存、運輸和銷售過程中丟失或損壞。
包裝確保產品清潔。在包裝前確認鋼套產品表面的清潔。
我們的鋼套筒產品被用戶廣泛認可和信任,并且能夠滿足不斷變化的經濟和社會需求。
![]()
從洛陽廣緯精工科技有限公司開始你的一天,解決你可能擁有的任何鑄鋼套筒修復需求。
我們擁有技術、設備和知識,確保您100%滿意。
我們的技術員非常有經驗,是行業中最好的之一。
來了解我們如何幫助您減少停機時間并保持正常運行。
時間就是金錢,現在就打電話吧!
guangwei@gwspool.com 或 +86-379-64593276

